
A jet engine is the very definition of “mission-critical.” A critical failure could cause a serious accident that endangers hundreds of lives. To prevent this from happening, manufacturers perform extensive testing on jet engine components, systems, and manufacturing processes.
Jet engine tests involve subjecting the unit under test to extreme temperatures, jets of water, simulated hail, severe vibration, and other harsh conditions. Sometimes test engineers even slam chicken carcasses against engines to simulate bird strikes. These tests can be very costly and take years to develop. Engineers must measure many different parameters during these tests, including temperature, flow, pressure, rotation, strain, and vibration.
Selecting the right data acquisition hardware and software is a critical step in ensuring accurate data for jet engine testing. Because jet engine testing has some unique requirements, test engineer must choose data acquisition products that not only make high-quality measurements but offer high reliability as well. To withstand the rigors of jet engine testing, you need a ruggedized data acquisition system.
The Traditional Approach
The traditional way to set up a jet engine test is to wheel it into a test chamber and then install the sensors and cables. The problem with this approach is that there are often hundreds if not thousands of sensors and transducers, and the extreme test conditions mean that the data acquisition instruments cannot be positioned too close to the test cell. This means long cable runs. Each of the hundreds or thousands of cables must make its way from the engine inside the test chamber to the instrumentation, with of course the correct labeling. This process takes many hours to complete, and it's easy for technicians to make errors.
In addition, long cable lengths make test signals vulnerable to noise and interference from the high temperatures, shock, vibration, and other components, such as motors and ignitors while a test is running. One solution is to use high excitation voltages to improve the signal to noise ratio. Using higher excitation voltages make it is easier for the instrumentation to distinguish noise from data, but the higher voltages also produce more heat and can shorten equipment life.
Even more confounding is the fact that those thousands of test cables can come loose or break. That means shutting the whole testing process down, finding and repairing broken wires, perhaps re-routing them carefully away from potential danger zones, and then getting everything back up and running. Periodic maintenance, such as checking that cables are still in working order, cable jackets are intact, connections are tight, and that everything is clean, can take many hours.
A More Innovative Test Approach
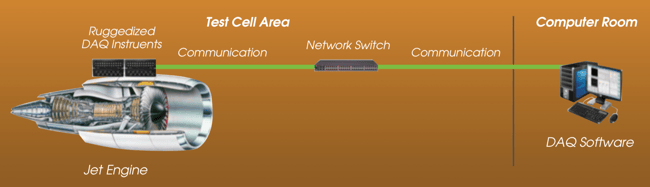
A more innovative approach to testing in harsh environments is to use ruggedized data acquisition hardware instead of laboratory-grade equipment. Using ruggedized data acquisition equipment enables engineers to place measurement instruments directly in the test chamber, close to the jet engine, and sometimes on the engine itself. Figure 1 shows an example of this type of test setup.
Ruggedized test equipment that can be mounted on the jet engine inside the test chamber offers a number of advantages.
Instead of pushing the jet engine under test into the chamber and then configuring sensors inside, engineers can now install all the sensors, transducers, and data acquisition equipment directly on the engine before pushing it into the test chamber. Rather than having to set up the engine and separately configure the test equipment, engineers can do both steps at once. Because the instrumentation is located close to the transducers and sensors, cable lengths are substantially reduced. This reduces not only setup time, cost, and the potential for human error, but it also ensures higher quality signals.
The shorter cable lengths, and the reduced interference and signal loss that comes with that, helps the engineer use lower excitation voltages and therefore extend equipment lifespans. Environmental noise and interference are less of a concern. The data received and used in this innovative testing approach is of a far higher quality and more reliable.
There is also no need to manage thousands of long cables and carefully keep track of them; worrying about whether cables are securely connected or seeing if any one of them has broken now means a quick check rather than tracing thousands of long cables.
What makes these setups possible are devices like AMETEK VTI Instruments’ RX0124 24-Channel High-Performance Bridge Measurements device, the RX1032 32-Channel Rugged High Accuracy Thermocouple Brick, and the RX0224 24-Channel High-Performance Charge Vibration Measurements device. These data acquisition instruments are ruggedized, able to withstand extreme temperatures from -20°C to 60°C, and are designed to withstand high vibration applications. Also, the RX0124 and the RX0224 are IP66 rated, meaning that they totally block dust and powerful water jets, while the RX1032 is IP65 rated, meaning it prevents the ingress of dust and lower pressure water jets.
Using rugged instrumentation like the RX1024, RX1032, and RX0224 saves time, money, and frustration. Test setup is much simpler, and measurement accuracy is improved because shorter cable lengths mean lower excitation voltages and less interference. Cable maintenance is simpler, too, and this means higher uptime.
AMETEK VTI Instruments produces industry-proven test and measurement systems for the aerospace, power, automation, and other demanding industries. Our 20-year legacy of providing ATE solutions underlines our central philosophy: a test and measurement system is only as good as the signals it receives. Visit www.vtiinstruments.com for more information. You can also phone +1 949-955-1894 or email vti.sales@ametek.com.